Electrical Discharge Machining or EDM is described along with the definition, operation, components, types, working principles, advantages, disadvantages, etc. It has few other name as well like, Spark Machining, Die sinking, Spark eroding, Wire erosion or burning, Let’s welcome Electric Discharge Machining or EDM!
Electrical Discharge Machining or EDM Basics
Let’s start with the basics of an Electrical Discharge Machining or EDM! There is a fragile line between invention, discovery, and innovation. With our requirements over time, we have discovered and innovated various solutions to any problem. One of the practical solutions for rigid machining materials in electric discharge machining.
- In the machining system, when the conventional processes become exhaustive, it becomes essential to innovate something new.
- Therefore, when the traditional machining methods became old electric discharge machining was introduced.
- In this excerpt, you are going to learn about the electrical discharge machining process.

By the end of this article, you will be able to understand the whole process of Electrical Discharge Machining. Now, let us start without any further ado.
What is Electrical Discharge Machining?
EDM Definition
Electrical Discharge Machining or EDM is a manufacturing operation used for shaping different workpieces into complex parts. You are unaware of many items that are made out of electrical discharge machining.
- It can be plastic, metals for any material that may result in a specific object.
- You may think that every single plastic thing that you pick is manufactured from an electrical discharge machining process.
To make you understand, the Electrical Discharge Machining is a process in which highly sophisticated computer-controlled machines are used to cut a variety of intricate designs in different types of materials. From plastic objects to pencil lead, everything has gone under the process of electrical discharge machining.
EDM Function
The function of EDM machines are as follows,
- There are many complicated contours, or we can say subtle holes that can’t be manufactured using typical manufacturing equipment.
- It is a machining process that is exceptionally accurate and widely used in the production of complex components.
- Additionally, it is a process to machine even the toughest materials like hardened steel, titanium, and many more materials.
Operation of EDM
The principle operation of an electrical discharge machine involves electricity supply to the workpiece as well as the shaping tool. Then the tool will be in closer proximity to the piece immersed in a dielectric fluid pool.

- The closeness between the tool and workpiece produces electric field intensity for overcoming the dielectric fluid’s strength.
- This will result in a series of electrical discharges between the tool and workpiece.
- This discharge holds the capability to perform material removal from the workpiece and curing process of any pattern or shape of the material.
After this whole process of machining, the dielectric liquid is replaced with the electrodes. This dielectric liquid is an integral part of the entire machining process as it is responsible for flushing away the remaining material and provides cooling to the machining area. The periodic replacement of cooling electrodes is mandatory because of the erosion of tooling electrodes occurring in the machining process of the material.
- The whole electrical discharge machining process can only be utilized while using the conductive material.
- The recurring electric discharges between the electrodes are responsible for the removal of material from the workpiece.
- One of the electrodes is known as a tool electrode or tool or electrode.
- The other one is known as the workpiece electrode or workpiece.
- The distance between both of the electrodes is responsible for holding the strength of current intensity.
Check a NICE VIDEO from Toolin U-SME!
History of Electrical Discharge Machining
In the year 1770, one of the English phrases is named Joseph Priestley started about the effect of electric discharges. While continuing Priestley’s research process, in the year 1943, the invention of the EDM process was performed by two Russian scientists named Dr. B.R. Lazarenko and Dr. N.I. Lazarenko. A controlled machining process for metals exploited the destructive effect of electrical discharge.
- Initially, the first method used in the machining was called the Spark machining process.
- Spark word is taken from the series of sparks observed between two different electrical conductors dipped in the dielectric fluid.
This machine used this effect of electric discharge, and it was known as the Lazarenko circuit. Lazarenko Circuit was widely used in the generator construction using electrical discharge. Since the invention of the electrical discharge machine, many new types of research contributed numerous things in the machining method known to us today.
How much improvisation was done in the machining process, which resulted in 20 times more speed than before? When the machining speed reached a new peak, then the cost incurred in machining was decreased by 30% with 1.5 Times the surface finish.
Components of EDM
Electrically discharge machining contains few components in the whole system and also helps in attaining tasks of fabricating various top materials. The electrical discharge machining process involves a machine that includes few parts including:
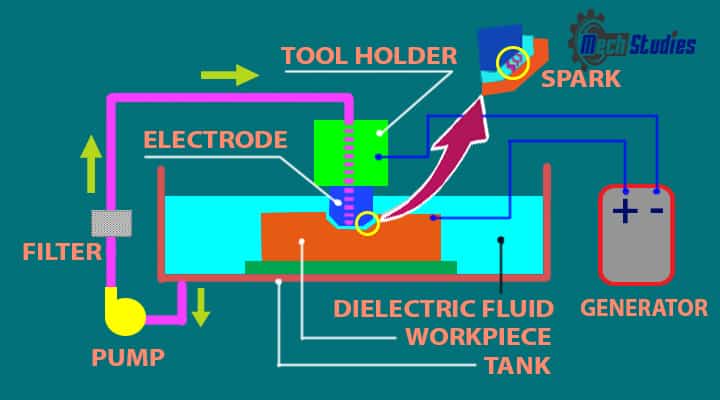
- Electrical power supply equipment/generator
- Movable electrode or tool and tool holder
- Tank
- Dielectric medium
- Pump & filter unit
- Workpiece, table & fixtures
- Instruments
Electric Power supply
The electrical power supply enclosures or rectifier and a current control unit. There are two commercially available two categories of generator which are generally used in EDM. The control policies and RC circuit-based pulses.
Movable Electrode & holder
In this component of electrically discharge machining process tool means electrode. The material of electrodes should possess less localised temperature, or if an increase in temperature occurs, there will be less melting.
- The electrode material should possess high electrical conductivity, thermal conductivity, melting point, density, availability, and low cost.
- Graphite, Brass, tellurium copper, and electrolytic oxygen-free copper are some of the common materials widely used in various industries.
- The electrode or tool is supported by a tool holder.
Tank
The tank is an essential component of EDM because it contains the dielectric fluid in which the tool and workpiece are immersed. Therefore making it an integral part of the whole system.
Dielectric medium
The occurrence of thermal evaporation and melting occurs in a dielectric medium which results in material removal.
- The dielectric medium should pose an oxygen-free machining environment.
- It should possess strong dielectric resistance and should not break down electrically easily.
- The dielectric medium should ionize when the collision of electrons with the molecule happens. The thermal resistant characteristic of dielectric results in a better machining process.
Kerosene and deionized water are two of the commonly used dielectric mediums in the electrical discharge machining process.
Pump & filter unit
There is a pump used to circulate the dielectric fluid from the tank to the workpiece. A filter unit is used after the pump to filtrate the fluid from dust or any other foreign particles.

Workpiece, Table & Fixtures
The workpiece is the raw material on which machining occurs. It is usually hard metals or alloys on which the machining takes place.
- A table is used to hold the workpiece.
- A fixture is used to mount the table.
Instruments
In the electrical discharge machine, there are few instruments like,
- Voltmeter: Use to measure voltage
- Ammeter: Use to measure the flow of current.
Feed System
A separate control system is used to control the speed of the tool. It maintains a sufficient clearance between the electrode and the workpiece. This system is known as the servo system.
EDM Working Principle
Electrical discharge machines work on the principle of material removal using a series of electric Spark discharges occurring between the electrode tool and the workpiece.
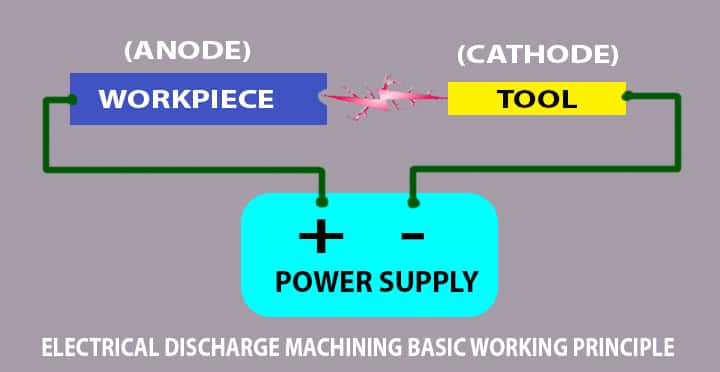
- A potential difference is created between the electrode tool and workpiece.
- Both of these should be electrically conductive.
- It is dipped into the dielectric medium.
Typically kerosene or deionised water is used as the dielectric fluid in EDM. A certain amount of GAP is maintained between the electrode tool and workpiece.
Step#1: An electric field will be established between the tool and workpiece, and it will be dependent upon applied potential difference and gap.
Step#2: Subsequently, the electrode tool and workpiece are connected to the cathode and anode of the generator, respectively.
- Now, the free electrons tend to acquire electrostatic forces on the workpiece.
- It occurs because of the presence of an electric field between the electrode tool and the workpiece.
Step#3: Electrons will be emitted from the tool if the bonding energy gets lesser. This emission process of electrons is termed as cold emission.
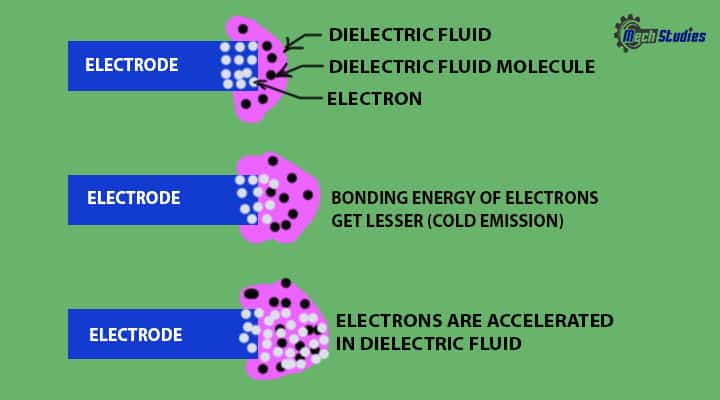
Now, these coldly emitted electrons are accelerated towards the workpiece by traveling through the dielectric medium.
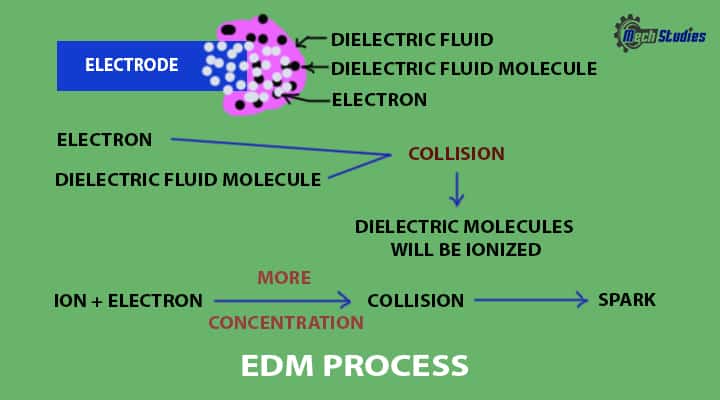
Step#4: As the electrons gain velocity and energy, it moves towards the workpiece where a collision between dielectric molecules and the electrons will occur.
Step#5: Now, these collisions will result in the ionization of the molecules present in the dielectric fluid. Typically, ionization is widely dependent upon the ionization energy of the molecules present in the dielectric fluid and the energy stored in the electron.
Step#6: When the acceleration of electrons occurs, the generation of ions and electrons will take place because of the higher collision rate.
Step#7: This systematic process will result in a higher concentration of ions and electrons in the dielectric fluid between the electrode and the workpiece. When the concentration gets higher than the matter existing will be termed as plasma. This plasma will possess significantly less electrical resistance.
Step#8: Suddenly, the flow of electrons and ions from the workpiece to the electrode will be flooded, resulting in Avalanche motion. Such a sudden increased movement of electrons and ions is considered as a spark.
Step#9: Therefore the energy stored in the dielectric medium will be dissipated as the spark’s thermal energy.
Step#10: The increased speed of electrons will produce an impact on the workpiece and ions of the electrode.
Step#11: The kinetic energy stored in the ions and electrons on the surface of the electrode tool and workpiece will be changed into heat flux for thermal energy.
- The intense heat flux will result in a higher temperature that will be more than 10000-degree centigrade.
- The confined heat flux will lead to the removal of material.
This process of material removal takes place because of the instant material vaporization and melting. The continuous potential difference in the formation of shock waves in the plasma channel results in material removal. This whole series of operations take place within a few microseconds.
Types of EDM
Essentially there are two different types of electrical discharge machines that differ based on the kind of tooling electrode inscribed in the machine. The two types of EDM are:
Sinker Electrical Discharge Machine
Sinker EDM involves the usage of shaping tool electrodes to perform the machining. It is also called volume or cavity-type EDM.
- This EDM contains an electrode, and the job peace is immersed in a liquid that is insulating in nature.
- Both of them are connected to an electric power supply which results in a generation of electrical potential between the two.
As soon as electrodes traverse towards the workpiece, the dielectric division takes place in the channel, which makes a plasma channel, and a small spark occurs.
- Suddenly the sparks occurring in use are located at random locations in a dielectric medium.
- When the base metal corn under erosion, then the spark gap increases, and the electrode is automatically lowered for the process to continue.
- Several hundred thousand sparks are occurring per second in the channel and set up parameters handle it.
- Additionally, these cycles of control are known as off time and on time.
- The on-time controlling cycle is liable for the determination of the length of the existence of spark.
- Off time is the duration of spark in which another replaces one.
Subsequently, a longer on time creates more resonant cavities for the entire spark in that cycle resulting in the rougher finish on the job. Similarly, a longer off time will be created by sudden flushing of the dielectric medium.
Wire Electrical Discharge Machine
This type of idiom is commonly known as wire-cut or wire cutting EDM.
- This electrically discharged machining process contains a single-stranded metal wire quoted on the workpiece and emerged in the dielectric medium.
- This category of EDM utilizes water as its dielectric medium because of its resistive and other electrical characteristics.
- Essentially it is used to cut thick plates and to manufacture dies, tools, punches from tough metals.

Wire EDM is suitable for the machining process, which requires low residue stress as it does not require a higher amount of force to perform the removal of material.
Factors about EDM
There are many factors about electrical discharge machining which should be known by each one of us reading this article. We have enlisted it below:
- The EDM process was adopted for rigid materials which cannot be machined using conventional methods.
- This machining process is generally used to work on electrically conductive materials. Nowadays, it can be used to machine insulating ceramics.
- Electrically discharge machining can carve deeper and more refined figures or hollow portions in the hardened steel.
- There is no need to perform heat treatment in this for softening and re hardening of rigid materials.
- It is a method which can also be used with any other material which is a bit hard and previously not easier to cut.
- According to a report, it has been mentioned that EDM is applied to shape Polycrystalline diamond tools.
Applications
Electrical discharge machining is used in manufacturing various tools, equipment and objects.
- It is used in the whole micro-drilling, thread cutting process, helical profile milling, whole curved drilling and rotary forming.
- EDM can produce delicate workpieces like copper parts.
- This non-conventional machining process can be applied upon all the conductive metals and alloys.
- It can dig deep, small diameter holes, cooling holes in the turbine blades, narrow slots and many intricate shapes.
- For extremely hard workpieces EDM will be an economical choice.
- Without any distortion, this process can take place since there is no involvement of mechanical stress.
- This machining process is capable of developing hard and corrosion-resistant objects.
- When the dielectric is flushed, then it uses a tabular electrode.
- Pre-drilled holes are used to feed dielectric by sanction or injection. This is required when solid rods are used.
- EDM can produce tapered, curved, inclined as well as irregular cavities.
- Idiom drilling is responsible for creating channels in the turbine blades for cooling.
Benefits of using EDM
- No worries about machining hard and rigid materials.
- The complex cavities can be quickly developed using EDM, which is generally difficult to make using conventional methods.
- It possesses the power to change a tough material into very close tolerance.
- Machining of small workpieces can occur using this.
- It results in a good surface finish.
- Since there is no direct contact between the electrode and workpiece, therefore delicate and weak sections can also be machined using this process.
Drawbacks
- The excessive tool wear takes place during the machining process.
- It does not machine non-conductive materials.
- Sometimes overcuts are made.
- Higher power consumption
- Due to electrode wear reproduction of sharp corners is quite challenging to achieve. If you want a specified surface finish, then this process will not work for economic production.
- The slow speed of material removal
- For the creation of electrodes mainly used in different types of EDM incurs additional cost as well as time.
Conclusion
These were the fundamentals of the electrically charged machining process which is widely used in the manufacturing industry. It is one of the significant ways of turning ideas into products. The advent of the electric discharge machine empowers humans to create and cut intricate shapes and transitional designs as well. Lastly, this is all about electric discharge machines. However, it contains more in-depth information about flashing and many more concepts.
I like that you pointed out how wire EDM is suitable for the machining process, which requires low residue stress as it does not require a higher amount of force to perform the removal of material. I was reading a book about manufacturing yesterday and one of the methods it listed was wire EDM. From what I’ve gathered, it seems precision wire EDM services are being widely offered nowadays.