In this article, we will learn the details of die casting, its definition, meaning, design geometry, basic terminology, process, types, die casting of aluminium and zinc etc. with so many diagrams. There are many advantages and disadvantages as well and all are captured to have a basic understanding of die casting.
What is Die Casting?
Die Casting Basics
Die casting is one of the widely used metal casting processes where molten metal is poured into the mould cavity to get the desired shape.
- Molten metal takes the shape of mould cavity and produce desired shape.
- Molten metal fills the cavity with the help of external pressure or gravitational based on the applications.
- Two hardened steel dies are used to form the mould cavity.
Die Casting Definition
Die casting is defined as a casting process where the molten metal is forced to fill the cavity by pressure or can be simply poured into the cavity by gravitation.

In this, the dies are pressured by means of any force and accordingly the output comes in the form of impression as desired.
- In these methods, mass production is relatively easy.
- Very economical and quick forming processes.
- Produced uniform quality.
Die Casting Design Geometry
Draft
- While working on casting devices the material is to be removed from casting die, in order to do that certain draft is provided or the side is tapered as a certain allowance.
- It is the amount of slope provided to a die cavity to allow for easy ejection of the casting from the die.
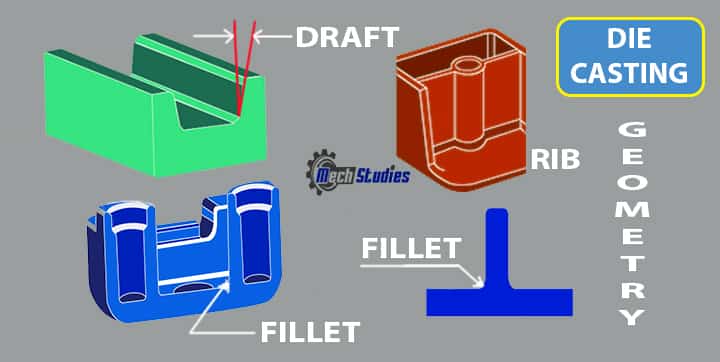
Fillet
- Fillets are used in this casting to remove undesirable edges and corners.
Parting line
- A point at which two different sides of a mould come together.
- The ejector and cover side of this casting is known through it.
Ribs
- These are added in the casting process in order to increase the strength without increase in its wall thickness.
- Holes and windows – Mainly used in providing support while solidification takes place
Die Casting Terminology
Pattern
- A pattern is a replica of the part to be a cast.
- It is used to mould the sand mixture into the shape of the casting.
Flask
- The Rigid metal or wood frame that holds the moulding aggregate is called flask
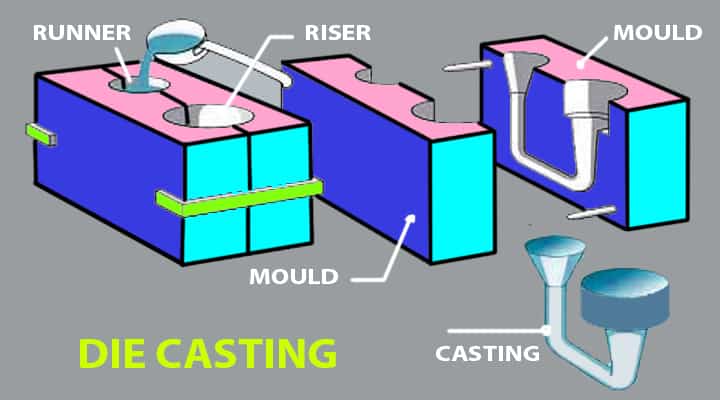
Mould
- A mould refers to avoid created in a compact sand mass which, when filled with molten metal, will produce a casting.
- The mould cavity lies within the mould and holds the liquid material
Gating System
- Gating system is network of channels used to deliver the molten metal into the mould cavity.
- It consists of pouring basin, sprue, runner, and gate.
Core
- Core is a sand mass which is inserted into the module to produce identical shaped regions such as holes or passage for water cooling surface.
Chaplet
- It is used as a support for a mould cavity from an inside core to take care of its own weight and overcome the forces which acts internally.
Chills
- The metallic object used to control the heating in die casting or used as a cooling agent in this process
Riser
- Riser are used as a storage container, whenever there is requirement of molten metal it will be used as supplementary molten metal to a casting process.
Shot
- It is the amount of molten metal injected in the mould cavity is called Shot.
Die Casting Process
The die casting process cycle undergoes a total of five steps,
- Clamping
- Injection
- Cooling
- Ejection
- Trimming
- Defect Inspection
Clamping
Clamping is the first step for die casting process. The process are as follows,
- Both the die to be cleaned properly.
- Needs to be lubricated, based on the die’s conditions.
- After cleaning & lubrication, two die halves to be properly clamped.
- Lubrication can be done after each 2-3 cycle, although it depends on the size of the cast.
- Required force to be applied to the die so that during molten metal injection, both the die to be properly closed.
- In this step of Die Casting, the preparation and clamping work of dies is done.
Injection
The second step is injection. It means injection of molten metal into the mould cavity.
- The molten metal is produced in the furnace.
- It is transferred into a chamber.
- Molten metal is poured into the cavity from the chamber. It can be done by pressure or gravity based on the type of die casting.
- This process can be a hot chamber or a cold chamber; we will learn later on.
- Normally injection pressure maintained at 10MPa to 175 MPa and it depends on the metal, and this pressure to be maintained until solidification done.
- Solidification happens in the mould cavity.
- Injection time depends on the type of metals, generally less than 0.1 seconds.
Cooling
The third step of die casting process is cooling. After injection of the molten metal into the mould cavity, molten metal will start to cool as well as solidify.
- Molten metal is filled the entire cavity and it takes the shape of cavity after cooling.
- Once molten metal is solidified, cooled, casting will be produced.
- Then die can be opened only after cooling.
- If shape or size or the thickness is more, cooling time will be more.
- If the die is very complex, then also it takes long time to cool.
Ejection
After the cooling process, the die halves may be opened. Now, to take out the casting from the mould cavity, there is an injection mechanism.
- Ejection time depends on the size of the casting’s envelope.
- Due to the cooling effect, the metal may shrink.
- It can stick to die.
- Injection pressure to be applied so that so that metal can be easily come out from the die.
- Again die to be clamped for the next process.
Trimming
During the solidification process, molten metals will slightly pass though the associated channels and all these parts will be stick to the metals.
- It creates roughness.
- To make it smooth, metal should be trimmed.
- Trimming can be done by cutting or trimming press or sawing etc.
- Trimming time depends on the size of metals.
- Excess metals produced from the trimming, to be discarded or reused.
Defect Inspection
After the trimming the metal, it is required to inspect whether the metal is acceptable or defected.
- Defect inspection shall be done.
- X-ray or surface crack detection are commonly done.
- There may be different kinds of defects, like blow, scar, porosity, stagnation, cold heading.
After the final inspection, final metals are processed with polishing, honing, grinding etc., if required.
Process or Working of Die Casting
In simple words, one is a stable bed and another bed is in motion, compression takes place and a resultant impression is imparted on the workpiece. The molten metal is first poured into the casting chamber and then with help of piston through gate ways it is transferred to the mould cavity. The die casting is broadly classified into two-part,
- Hot Die Casting
- Cold Die Casting
Hot Die Casting
This process is generally preferred for low melting point alloys.
- In this the molten metal is in contact with chamber and gooseneck & plunger.
- As the plunger moves downwards the molten metal moves through goose-neck to cavity where the other half of casting which is attached to ejector compress the molten metal.
- Once solidification takes place it is passed on to delivery tube
Cold Casting
This process is used for high melting point alloy. The main difference between hot and cold die casting the injection is not submerged in molten metal.
- With help of ladle metal is transferred, manually or automatically, to the shot sleeve. The metal is pushed into the die with the help of hydraulic system.
- This helps to minimizes the contact time between the injector components and the molten metal which in turn extends the life of the components.
- The flow of air into the metal generally associated with high-speed injection can cause gas porosity in the castings.
- In the cold chamber machine, injection pressures over 10,000 psi or 70,000KPa is obtained.
- Steel castings with aluminium and copper based alloys are manufactured in cold casting process.
Types of Die Casting
Type of die casting includes in Hot & Cold Die Casting
- Low-pressure die casting.
- Vacuum die casting.
- Squeeze die casting.
- Semi-solid die casting.
Low-Pressure Die Casting
Low-pressure die casting is a method of production that uses pressure rather than gravity to fill moulds with molten metal such as aluminium and magnesium.
- A very nice substitute for a great quality, costs, productivity, geometrical feasibility. Even if such a process is old its significant industrial applications.
- It is used for casting Aluminium- and Magnesium-based alloys.
- The principle of process is that the permanent die and the filling system are placed over the furnace containing the molten alloy.
- The cavity is filled by forcing certain amount of pressure ranging from 0.3 to 1.56 bars. Thus molten metal is transferred into a ceramic tube (which is called stalk).
- After the die cavity is filled with molten metal the excessive pressure is removed and the remaining molten metal flows.
- Once cast gets solidified, the pressure is removed and residual liquid flows back into the holding furnace.
- After cooling casting die is removed.
Vacuum die Casting
Vacuum casting is helpful where air entrapment is issue or a problem. It is a high quality casting process which is able to remove the amount of gas formation in process.
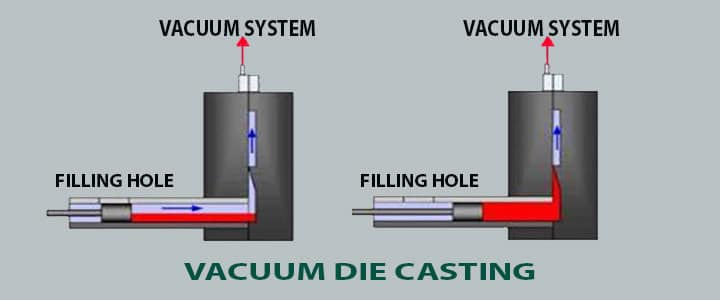
- In this process cavity gas is exhausted or removed through vacuum valve with a help of vacuum pump.
- In vacuum die casting process, cavity gas is exhausted through a vacuum valve with a vacuum pump and ejected outward.
- A working of a vacuum die casting which attempts to improve and extend the integrity and quality of casting.
- VAW Aluminium studied heat treatment properties of aluminium vacuum die casting. Vacuum casting is used to improve the efficiency of die casting.
- The strength of aluminium die casting increases gradually with increase in level of vacuum.
- Uses or application of vacuum casting is to reduce machining requirement for castings with yield value maintained.
Squeeze die casting
Squeeze casting is a process that combines gravity and pressurized casting. The molten metal is poured into a pre-heated die and gradually with the help of ram high pressure is caused resulting in the motion of molten metal.
is a process that combines gravity and pressurized casting. The molten metal is poured into a pre-heated die and gradually with the help of ram high pressure is caused resulting in the motion of molten metal.
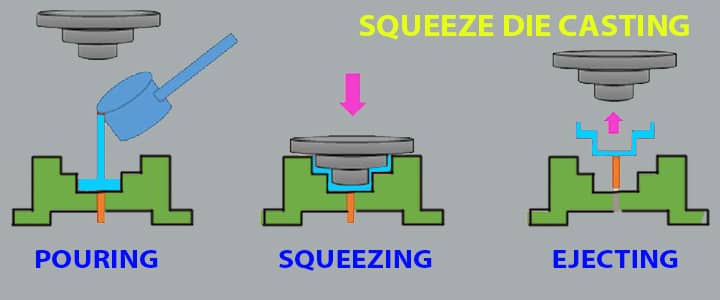
- This pressurization helps ensure that metal flows throughout the solidifying casting, minimizing shrinkage and micro-shrinkage porosity.
- Once cooling process comes into account with precise cooling steps results in fine microstructure.
- Squeeze casting also known as high pressure casting.
- In this both pressurized and gravitational force is applied on it the pouring of metals into moulds or dies will entrap air bubbles; the escaping gases create pores on the surface of work pieces.
Semi Solid die casting
In semi solid metal casting, metal is melted at temperature where slurry remains at a temperature between the solid and liquid state.
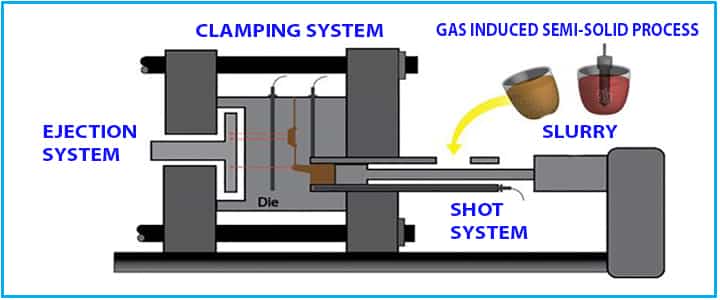
- The ideal temperature is 10 degrees at which the metal is in a slurry state which is 30% to 60% solid.
- The molten-metal is cooled, during which the larger particles are broken up into thicker one resulting better shape while solidification.
- In order to maintain solid and unified structure proper distribution of molten metal should be thoroughly taken into account.
- The low-viscosity fluid (yet not molten) materials are used for semi solid metal casting. The forging and casting can be single way done by the semi solid die casting.
- It makes stronger and less porous parts than die casting in a required net area prescribed by the tolerance.
Die Casting of Aluminium and Zince
Aluminum Die Casting
In die casting, the most common metal is aluminium. Aluminium die casting is widely used, due to,
- Aluminium is very lightweight metal,
- It is easy to cast without changing strength,
- It is easy to finish,
- Thermal conductivity is optimal,
- Strength and hardness is up to the mark,
- Weight ratio is optimum,
Like aluminium, aluminium-zinc alloys are also widely used in,
- aviation industries
- automobile parts
- technical parts
- small appliances etc.
Zinc Die Casting
In die casting, another common metal is zinc. Zinc die casting is widely used, due to,
- Zinc or zinc alloy are widely used to elevated aesthetic view,
- Surface is smooth finish,
- It is also lightweight metal,
- Low melting point,
- Less energy consumption for process,
- Corrosion resistant,
- Hard and durable,
Like zinc, zinc alloys are also widely used in,
- aviation industries
- automobile parts
Die Casting Defects
Defects are cavities formed due to mismanagement while process or due to the material property results in damaging the component thoroughly its quality and corrosion resistance property is known as defects. The given are bellow down as follows:
| Defects | Causes | Remedies |
| Blow | It is rounded cavity produced by the gases which displace the molten metal at the cope surface of a casting resulting blow like structure. Blow usually occur on the convex casting surface. | It can be avoided by proper venting. |
| Scar | A shallow bellow usually formed on a flat casting surface, | It can be avoided by proper venting. |
| Blister | This is a scar type defect covered by the thin layer of material. Mainly if the injection rate is high, blister may form. If during ejection period, removal of parts is at high temperature, then blister can form. | Injection rate should be low. |
| Gas holes | A gas bubble entrapped in the cavity having spherical shape, and occur when an excessive amount of gases is dissolved in the liquid metal. | High temperature of molten metal at pouring. Fast pouring rate. |
| Inclusion | It refers to non-metallic particles like sand, dirt, etc. in the metal matrix. It becomes highly undesirable when segregated. | Proper cleaning of die Improve gating system |
| Dross | Impurities which are lighter in weight appears on the top surface and gets solidifies resulting in formation of dross on the surface appearing on the top surface of a casting are called dross. | It can be taken care of at the pouring stage by using item such as a strainer and as skim bob. |
| Shrinkage porosity | Shrinkage porosity appears during material solidification phase, which begins with mould filling phase and ends when every part of the material is completely solidified. It creates shrink in a material therefore porosity and shrink rate have direct correspondence graph. | During the die design, an extra tolerance should be considered. It can also be reduced by using simple geometry in casting. |
| Swell | This defect is found when high moisture content is found on the vertical surface of a casting. | Avoid high moist atmosphere |
| Misrun | Sometimes metal does not get completely heated due to which it freezes before reaching the end point of the cavity. | Uniform heating maintain |
| Shift | Due to the un-appropriate alignment of several mould cause deformation in the final outcome cast. | Alignment should be proper |
| Sink | If the metal is insufficient, then there will be a chance of sink. | Providing extra molten metal. |
| Segregation | Non-equilibrium composition is the reason of segregation. | Heat treatment process. |
| Crack | High injection rate. High stress at a specific area. High thermal concentration. Problem in die design. | Optimum injection rate. Proper design of die. Give sufficient time for solidification. |
Advantages of Die Casting
The advantages of die casting, are as follow,
- Very Smooth finish
- Dimensional accuracy
- High production rates.
- High corrosion resistance.
- Suitable for mass production.
- High strength and hardness
- Reduce other machining operation.
- Relatively thinner wall can be casted.
- High strength and hardness
- High electrical and thermal conductivity
Disadvantages of Die Casting
We have seen there are many advantages of die casting process. But it has many disadvantages as well, and these are,
- Capital cost is very high.
- Mainly applicable to high-fluidity metals.
- Very large production rate, die casting is recommended.
- It may have little porosity which may create problem in welding.
Application of Die Casting
The application of die casting is huge in various industries. Few of them are illustrated for understanding purpose only,
- Vehicles
- Aerospace
- Machine tools
- Heavy duty machines
- Domestic Appliances
- Furniture
- Electronics
- Various Machinery
- Medical appliances
- Lighting Technology
Conclusion
Hence, we have got a basic idea about die casting along with its definition, design geometry, die casting process, types, etc. Any questions, please write in the comment box.