What is extrusion process? Would you like to learn all about this process like extrusion definition, meaning, all types, working principle, advanatges, disadvantages, application, etc.?
Let’s get in!
What is Extrusion Process? Definition & Meaning
Let’s learn about the basics of the extrusion process as well as definition and meaning.
Extrusion Process Basics
There are lots of metal forming processes available under the forming name. One of them is the extrusion.
This one is a widely used process that has different types.
We see different kinds of materials which have different sizes, different shapes, and if we need to change the size or thickness, what we do?
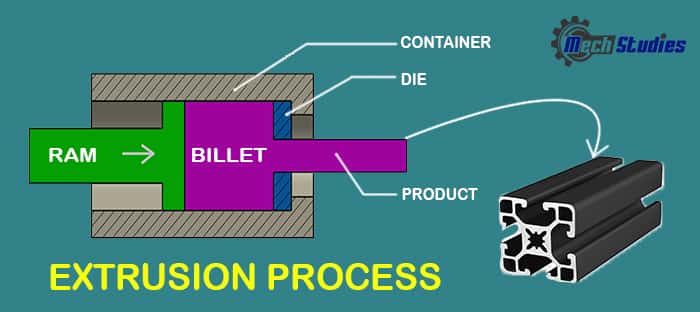
Basically, in the extrusion process, the metal or the workpiece is forced to flow through the die so the cross-section will reduce and the desired shape will be produced or achieved.
- The process is simple and easy to understand.
- The extrusion process can make even the complex cross-sectioned shapes and also can work with brittle materials.
- Because in the extrusion only compressive and shear stresses are encountered by the workpiece.
Extrusion Meaning
Before going to the extrusion definition, let’s try to understand extrusion meaning.
The extrusion process can be done with a material that is hot or cold. It may be continuous long material or semi-continuous thereby producing lots of pieces.
- The products generated from the extrusion process are commonly known as the “Extrudates”.
- Mostly, extrusion is used in pipes, steel rods manufacturing industries.
- The extrusion process is kind of similar to drawing but in drawing the material undergoes tensile stresses.
- Now before moving forward with the types and other information let’s check out a brief about the history of extrusion.
History of Extrusion
The extrusion process was first patented by the Joseph Bramah that was used to make pipe out of soft metals. The process involved pre-heating the metal and then forcing the metal through a die by using hand driven plunger.
- Later in the year 1820 Thomas burr used the process for the lead pipe but using the hydraulic press which was also invented by Joseph Bramah.
- Later in the year 1894, Alexander Dick expanded the extrusion process to other metals like copper and brass alloys.
- Now with more advancements, the extrusion process is used in lots of industries.
Also Read: What is Normalizing
Definition of Extrusion
Let’s say if you need to know what exactly is the extrusion process in some lines.
The extrusion is a type of metal forming operation in which the dies with the help of external forces change the shape of the metal piece. The force which the external force applies is compressive in nature.
The extrusion process is classified into various categories. We will check each of the categories of the extrusion process.
So, make sure don’t miss reading the below methods to know more and have a better idea about the extrusion processes.
Working Principle of Extrusion Process
Before knowing the extrusion process like hot, cold extrusion, etc. you should know what is the recrystallization temperature.
Extrusion Basic Principle
What do you mean by recrystallization temperature?
So, when you heat the metal to certain temperatures the grains of a crystal structure will get a new structure or new crystal shape.
The formation of new grains will start at this temperature.
Another definition can be stated as, Recrystallization is a process by which deformed grains are replaced by a new set of defect-free grains that nucleate and grow until the original grains have been entirely consumed.
How Does Extrusion Process Work?
Though the different processes of extrusion are different the basic principle is the same.
The required amount of force is given by the plunger or piston.
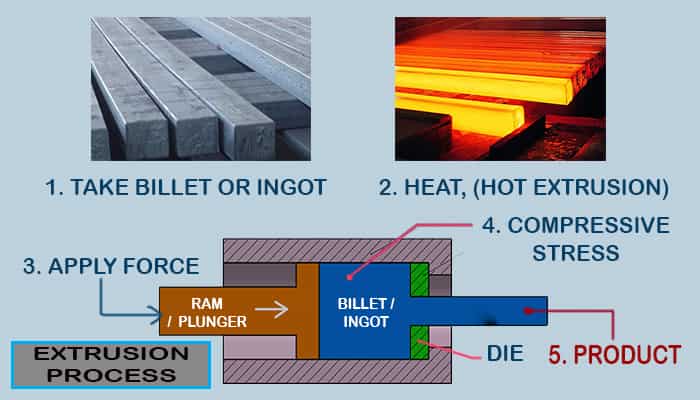
- Firstly, the standard size billet or ingot is made by the manufacturer.
- The billet will be heated at a higher temperature in case of hot extrusion or at room temperature in case of the cold extrusion process.
- Now the billet will be pushed down by the plunger or ram towards the die so the compressive force will be applied.
- The die is made as the required shape so as to make the material take the same shape as that of the die.
- At the end the material will be taken out from the press and is passed for the finishing to complete required finishing operations.
Also Read: Cutting fluids
Types of Extrusion Processes
Extrusion process is clasified based temperature, directions.
Based on temperature, extrusion is divided into two categories,
- Forward or direct extrusion
- Backward or indirect extrusion
Based on the temperature, extrusion process is further classified into two categories,
- Hot extrusion
- Cold extrusion
In addition to above, there are also few categories for extrusion process, like,
- Hidrostatic extrusion
- Hooker extrusion
- Impact extrusion
Let’s get the basic details of all types of the extrusion processes.
Hot Extrusion
What is Hot Extrusion?
You may have assumed something in your mind after reading the name of this process. Well, its pretty simple actually.
- The hot extrusion means the process of extrusion done above the materials recrystallization temperature
 .
. - We know what is the recrystallization temperature already so you may have an idea now.
- At the recrystallization temperature, the material is kept and that will result in easier to push the material through the die.
- Thus it will take the desired shape after being pushed.
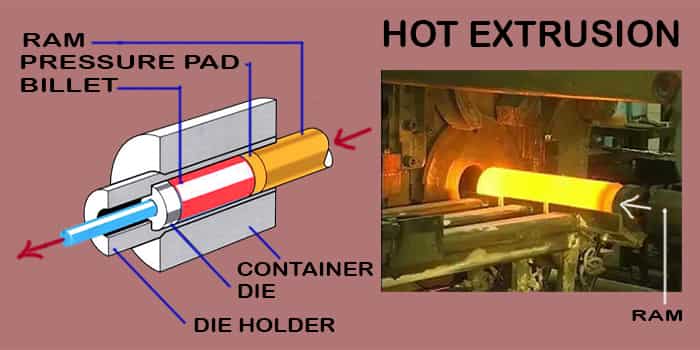
Mostly the hot extrusion processes are carried out using the hydraulic presses with pressure of 30-700 MPa. The hot extrusion temperature is different from metal to metal.
Like, Magnesium has 450-450 degree Celsius, Aluminium has 350–500-degree Celsius temperatures.
This process is economical when the production is large that is mass production is necessary.
Some common materials used in the hot extrusion process are,
- Magnesium,
- Copper,
- Steel,
- Aluminium,
- Nickel etc.
Advantages of hot extrusion
- Complex shapes can be achieved with hot extrusion processes.
- Compressive forces are involved, so that relatively brittle material can be extruded.
- Low forces are required compared to cold extrusion.
- The product is free from strain hardening.
- Easy to work in hot form.
Disadvantages of hot extrusion
- Increased die wear in the hot extrusion.
- High maintenance is required.
- Hot extrusion creates homogenous deformation conditions.
- The heat generated during the hot extrusion process may cause cracks.
Cold Extrusion
The cold extrusion is different from hot extrusion in the temperature maintaining parameter.
- In this process, the workpiece is kept at the working room temperature or below the recrystallization temperatures.
- So, this method is below the recrystallization temperature, obviously, the force required will be much higher as compared to the hot extrusion processes.
The materials which are cold extruded are,
- lead,
- tin,
- aluminium,
- copper,
- zirconium etc.
Advantages of Cold extrusion
- High mechanical properties.
- Surface finish achieved is high.
- There is no oxidation at the metal surface.
- High strength due to cold working of the material.
- Dimensional precision and higher production rates.
Disadvantages of hot extrusion
- Lubrication cost is high.
- There are higher loads in cold extrusion.
- There is limited shape complexity.
- Product is with strain hardening.
We have learned the basic concept of hot and cold extrusion process, let see the differences at a glance,
| Hot Extrusion Process | Cold Extrusion Process |
| Scale formation happens on the surface and the surface finish is less | Scale formation doesn’t happen on the surface and the surface finish is better than the hot extrusion process |
| Maintain above recrystallization temperature | Maintain room temperature or below recrystallization temperature, |
| The requirements of force at ram is low as the metal is hot | The requirements of force at ram is high as metal is cold |
| No strain hardening in this process | Strain hardening occurs in this process |
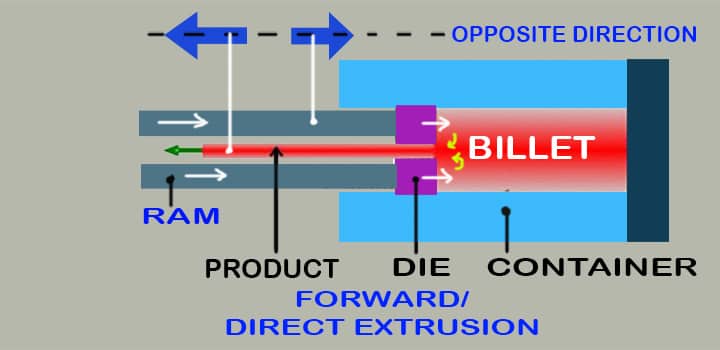
Forward Extrusion or Direct Extrusion
This process consists of a die, ram and billet (work material) and a container.
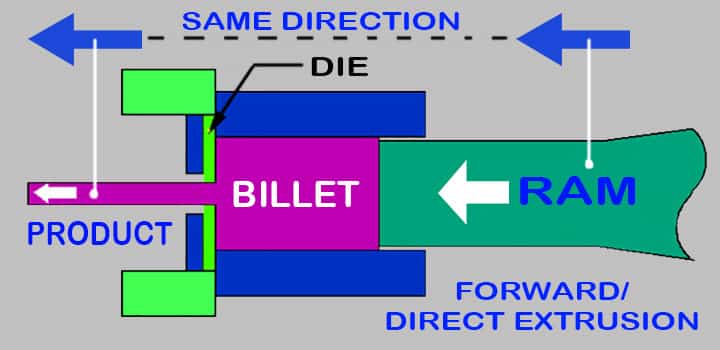
- In case of the forward extrusion, the direction of movement of the ram and the material to be extruded is in the same direction.
- Every point of the raw material to be extruded travels against the container wall friction and the extrusion took place.
- The advantage of this one is we can extrude longer components.
Advantages of direct extrusion
- The billet modification is not required.
- It can be used for both hot and cold extrusion processes.
- Simple tooling is available compared to other extrusion processes.
Disadvantages of indirect extrusion
- High force is required in direct extrusion.
- The butt end is left inside the cavity.
- The force is required for pushing ram changes as the punch moves.
Backward Extrusion or Indirect Extrusion
As we have seen in the forward extrusion the ram, billet moves in the same direction as the material being extruded. But in this process the direction of movement of ram and the extruded component is opposite.
- In this, the raw material gets deformed directly and flow will take place through a die opening and the required shape will be obtained.
- So, as compared to direct extrusion the force required is pretty much less in indirect extrusion.
Advantages of backward extrusion
- There is less friction.
- The power required is less.
- It can be used for both hot and cold extrusion.
- Simple tooling is available.
Disadvantages of indirect extrusion
- There is difficulty to support the extruded part.
- The hollow ram limits the load applied.
Hydrostatic Extrusion
The hydrostatic extrusion is kind of different from the other processes. In this process, the fluid is used to pressurize the billet.
- The billet will be loaded on the container firstly and then the container will be filled with fluid generally a castor oil.
- Later the container is closed except one side, that one side contains the ram and piston.
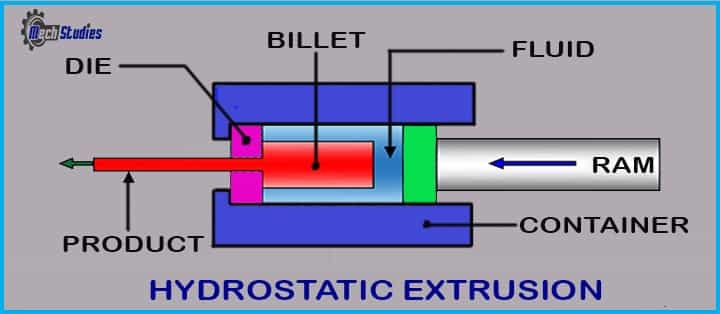
So, this one works on the hydraulic principle.
For the operation to be smooth the shape of the billet is made conical so that it will easily pass through the die.
Now, when we start the machine the ram will exert pressure on a fluid and the pressure will be transferred to billet. It will come out to other side of the die and gets the shape.
Advantages of Hydrostatic extrusion
- There is low power requirement due to no friction involvement.
- Fast production rates and high reduction ratios are available.
- The temperature of billet is lower.
- No billet residues are left in the container.
Disadvantages of Hydrostatic extrusion
- Only cold extrusion is possible in this process.
- Difficult to contain the high-pressure fluid.
Hooker Extrusion
In this process a thin-walled copper or aluminium tubes are produced.
In this process, the billet is placed in the container and a punch has exerted the force into the cup and makes a long cylindrical shaped product with reduced thickness.
Impact Extrusion
The impact extrusion is kind of similar to the in-direct extrusion process. It’s the part of cold extrusion process.
It is limited to softer materials like,
- lead,
- aluminium and
- copper.
In the process, the punch is pushed down at a high speed and with extreme force on the slud to extrudes backward.
The process is generally completed at the cold extrusion like room temperatures.
Popular products like cups, toothpaste cover,s or hollow sections are popular with the impact extrusion process.
Advantages of Impact extrusion
- The raw materials are saved up to 90%.
- The machining time is reduced up to 75%.
- Reduction in the multi-part assemblies.
- Improved mechanical properties for material strength and machining due to the cold working of the materials.
Disadvantages of Impact extrusion
- The parts can be produced as long as they are symmetrical over the axis.
- Parts formed by the impact extrusion may require more machining.
Now we have seen the advantages and disadvantages of and some info about each process from the extrusion.
Now let’s check out overall advantages and disadvantages and applications of the extrusion process.
Advantages of Extrusion
The advantages of the extrusion process are as follows,
- The extrusion is widely used to create complex profile shapes in less time compared to others.
- Thi process comes in handy for extruding the brittle and ductile materials.
- Mechanical properties can be developed by the extrusion are precise and enhances the life cycle of products.
- This process can be easily automated.
- Dies are relatively simple and easy to make.
Disadvantages of Extrusion
The disadvantages of the extrusion process are as follows,
- There are changes in the size of products.
- High initial costs of the setup.
- Undesirable residual stresses may produce after the process of extrusion.
- Heavier equipment is needed.
Applications of Extrusion
The application of the extrusion process is as follows,
- This process is widely used in the manufacturing of hollow pipes and tubes.
- The extrusion of aluminium is used in structural work in lots of industries.
- Used in producing frames, windows, doors etc in automotive industries.
- Electrical wires, bars, and tubes are also produced by the extrusion process.
Extrusion Defects
The common defects of the extrusion process, are as follows,
| Sl. No | Defects | Remedies |
| 1 | Cracking on the surface may come due to high friction or when the extrusion temperature is very high or even in case of high ram speed. | Flow pattern should be controlled, temperature as well as friction also should be controlled. |
| 2 | Piping defects may occur if impurities are present. | Machining or Cleaning the surface. |
| 3 | Internal cracking may be created due to velocity difference as well as tensile stresses at centre. | It can be cured by using proper die angle and proper extrusion ratio. |
Conclusion
Hence, we have a basic idea about extrusion definition, meaning, all types, working principles, advantages, disadvantages along with application.
Thank you, happy reading!
Our Apps:
Check out our ‘MechStudies – The Learning App’ in iOS
Our Videos
Our YouTube Animated Videos
Check out our most viewed articles,
Reference Articles
You can increase your blog visitors by having a fan page on facebook.:;,’~
howdy, your websites are really good. I appreciate your work
This article is an appealing wealth of informative data that is interesting and well-written. I commend your hard work on this and thank you for this information. You’ve got what it takes to get attention.
You blog is really magical. Reading through it is really an experience.
I think other web site proprietors should take this web site as an model, very clean and magnificent user genial style and design, let alone the content. You’re an expert in this topic!
You made some decent points there. I looked on the net for that problem and located most individuals should go in conjunction with with the internet site.
I believe you have remarked some very interesting details , thankyou for the post.
howdy fellow web master! I really like your site! I liked the color of your sidebar.
oh cool, this information is really useful and definately is comment worthy! hehe. I’ll see if I can try to use some of this information for my own blog. Thanks!
Oh my goodness! an excellent post dude. Many thanks Nevertheless I’m experiencing issue with ur rss . Do not know why Cannot join it. Can there be anyone finding identical rss problem? Anybody who knows kindly respond. Thnkx
Some truly nice stuff on this site, I enjoy it.
There couple of interesting points at some point here but I don’t determine if every one of them center to heart. There exists some validity but I will take hold opinion until I consider it further. Good post , thanks and then we want more! Added onto FeedBurner in addition
Great web site. Lots of helpful information here. I’m sending it to several friends ans additionally sharing in delicious. And naturally, thank you for your effort!